Pipeline Lamination Defect

Rosen 15 Types Of Pipeline Cracks Inspection Solutions

What Is Common Defects For Api 5l Welded And Seamless Steel Pipes

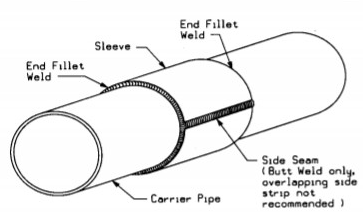
Schematic Illustration Of Sleeve Repair Welding Of A Defective Pipe Download Scientific Diagram

3d Model Of A Pipeline With A Corrosion Defect Download Scientific Diagram
Mechanical Resistance Of Stepped Lamination Defects In A Welded Section Of Oil And Gas Pipeline A Finite Element Analysis Springerlink
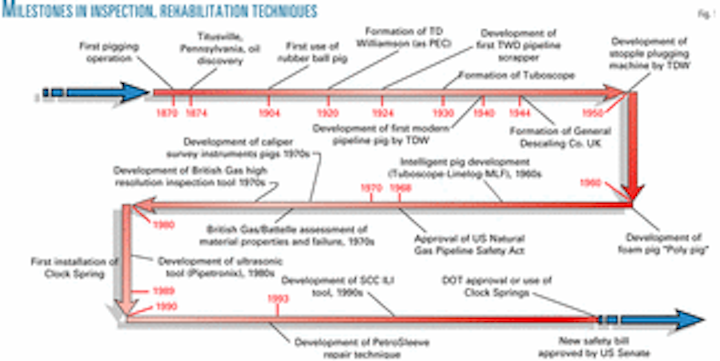
Pipeline Rehab Responding To Regulatory Pressures Technological Advances Oil Gas Journal
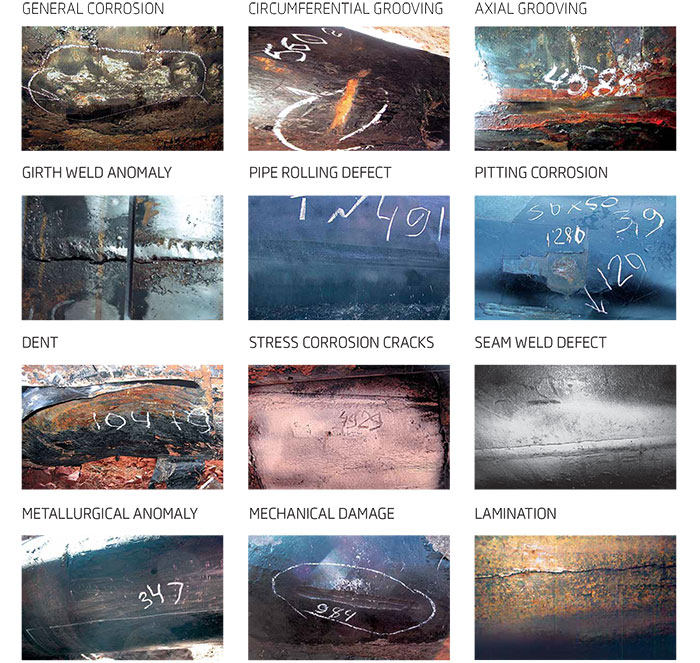
Examples of pipeline defects are shown in figure 2 figure 3 and figure 4.
Pipeline lamination defect. Additionally the repair was on a 5 field bend and therefore a type b welded sleeve was not an acceptable repair solution. Lamination defect is modeled by a zero volume crack created using demerging node method. For instance in one case it was found that the defect in its deepest part was curved and broke the outer pipe surface. A major refined products pipeline operator discovered laminations in the seam weld of a 12 pipe.
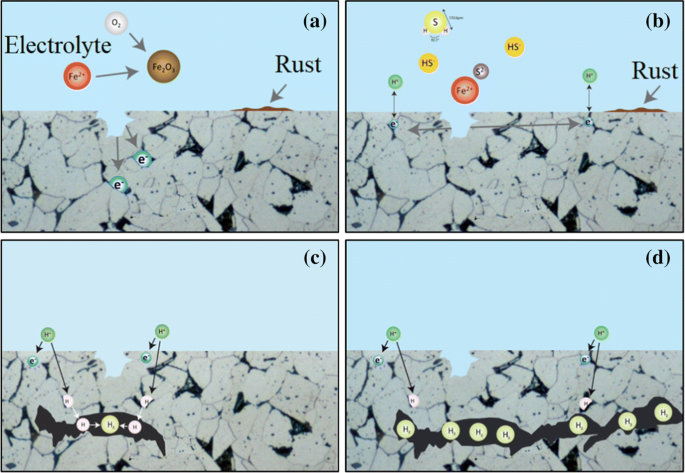
In this paper the quantitative detection of a lamination defect in thin walled metallic pipe using circumferential lamb waves is studied. Most people hear the words inclusion or lamination and think defect but one should not fear these words and automatically think of defect or rejection. A pressurized pipeline experiences so called hoop stress which creates an environment for axial cracking. Likewise an axial load on the pipeline supports the occurrence of circumferential cracking.
Another issue is when the material with the lamination is in compression when the lamination lies parallel to the stress direction. Lamination defect of a significant area will impair the structural performance of welded objects to the plate surface and may result in a local buckling failure. The endpoints of the lamination defect are represented by m 101 π. The defect type may be.
Inspection method for pipe with lamination defects we have a low temp cs pipeline carrying liquid ammonia at minus 33 deg these pipes were found with lamination defects during construction stage which were later considered to be acceptable after thorough analysis from design view point. Manufacturing or construction defect lamination cracking dent gouge identified as metal loss other unknown. Some of these defects had particular conditions. Many miles of pipeline would have to be blocked.
But pipeline cracks are always detected perpendicular to the main local stress direction of the pipe material. Lamination defect in the seam weld. As shown in figure 3 the lamination defect mn is near the inner surface and parallels to the pipe which divides the pipe into two sub pipes the outer sub pipe and the inner sub pipe. Known for example from an inline inspection or as the result of a pipeline.
Lamination defect is one of the common defects in the manufacturing process of seamless pipes. If the lamination direction is perpendicular to the stress direction in other words the lamination is reducing the load carrying cross section then it is a problem and needs to be sized and most probably removed.

Pipeline Inspection 1 Line Tests Confirm Ili Tool For Scc Detection In Gas Lines Oil Gas Journal
Full Encirclement Steel Sleeve Manufacturers Suppliers Reli Sleeve

T D Williamson Pipeline Integrity Inspection

Keywords Stacking Machine Pcb Manufacturing Defects Stacking Machine Head Testing Summary Pcb Manufacturing Ma Green Sheets Manufacturing Multi Layering
Https Www Pipeline Conference Com Sites Default Files Papers Hartmann Pdf

Of High Risk Pipeline

Load Scheme In A Pipeline With Stepping Lamination Download Scientific Diagram

Six Steps To Keeping Six Sigma Project Pipeline Full Lean Six Sigma Lean Sigma Change Management

Pdf A Review On Pipeline Corrosion In Line Inspection Ili And Corrosion Growth Rate Models

Pdf Predictive Maintenance Of Pipelines Based On Express Assessment Of Defects Danger Level Semantic Scholar

Sensors Free Full Text A Real Time Non Contact Method For In Line Inspection Of Oil And Gas Pipelines Using Optical Sensor Array Html

Grp Piping Failures Pipeline Technology Journal

Ultrasonic Testing Ut

Pipeline Laying Proceedure Welding Pipe Fluid Conveyance

Pdf Assessment On Lamination Defect Near The Inner Surface Based On Quasi Symmetric Circumferential Lamb Waves

Pdf Thermography Model For Detecting The Scale Thickness In Water Pipes

Pdf New Pig For Gas Pipeline Crack Inspections Enhancements Derived From 5 Years Operational Experience Semantic Scholar

Lamination An Overview Sciencedirect Topics
1

Pdf Failure Pressure Estimations For Pipes With Combined Corrosion Defects On The External Surface A Comparative Study

Pdf Effectiveness Of Using Fibre Reinforced Polymer Composites For Underwater Steel Pipeline Repairs
Https Www Slc Ca Gov Wp Content Uploads 2018 08 Pf2014 Ogtopics Hydrogen Pdf
Https Www Nov Com Media Nov Files Products Wbt Tuboscope Line Pipe Inspection Services Line Pipe Services Brochure Pdf
Dsc Global Pipeline Inspection Goc

Pipes General Types Lengths And Ends Of Pipe
Https Www Ndt Net Article Jae Papers 28 234 Pdf

Pipe Manufacturing Process

In Line Inspection Dacon Inspection Technologies

Grp Pipe Installation And Lamination Method Statement Method Statement Hq

Pdf Pipeline Inspection With The High Resolution Emat Ili Tool Report On Field Experience

Pipeline Inspection An Overview Sciencedirect Topics

Pdf An Assessment Of Composite Repair System In Offshore Platform For Corroded Circumferential Welds In Super Duplex Steel Pipe
Https Www Sciencedirect Com Science Article Pii S2452321618303597 Pdf Md5 25bf304642105895dfdcc73cc490a208 Pid 1 S2 0 S2452321618303597 Main Pdf
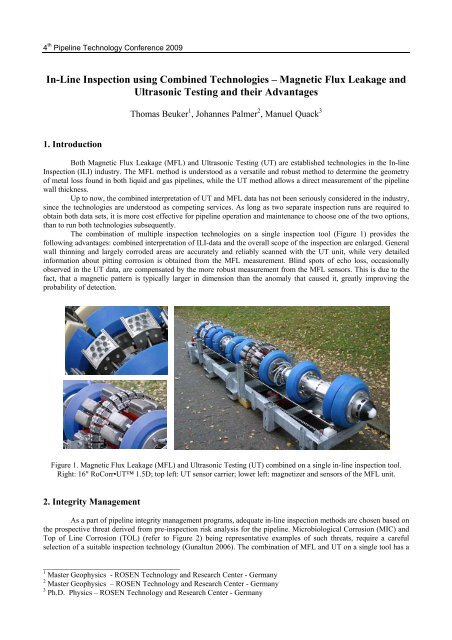
In Line Inspection Using Combined Technologies Rosen
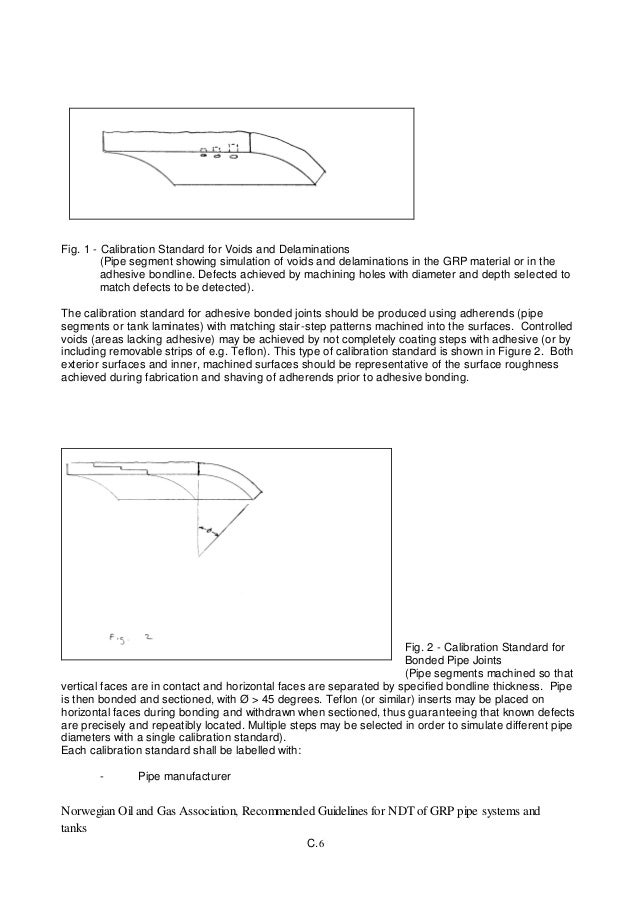
Guidelines For Ndt Of Grp Pipe Systems And Tanks

Flowtite Grp Pipe Systems And Solutions

In Line Inspection Tools

Development Of Pipe Repairs Using Bonded Metal Plate Part I Shape Factor Stiffness And Surface Treatment Sciencedirect

Pdf Investigation On Corrosion Resistance Coating In Sub Sea Pipelines For Improvement Of Life Span A Review

Pdf Stress Corrosion Cracking Of Gas Pipeline Steels Of Different Strength

Petrosystem Servizi E Ispezioni

Pipeline Geometry All Dimensions In Millimeters A Circumferential Download Scientific Diagram

